чем делают разъемы
Когда слышишь вопрос 'чем делают разъемы', кажется, будто ответ лежит на поверхности — ну, металл да пластик. Но на деле это как спросить 'из чего строят дом' — кирпичи-то все видны, а про арматуру, гидроизоляцию и усадку фундамента уже задумываются только те, кто своими руками клал стены. В промышленности до сих пор встречается упрощенное представление, будто достаточно взять латунь или фосфорную бронзу, отштамповать контакты — и готово. А потом удивляются, почему разъемы ООО Дунгуань Хуалиан Электроникс с их кастомизацией материала под конкретные токи и вибронагрузки работают там, где конкуренты сыпятся через полгода.
Металлы в контактных группах: неочевидные детали
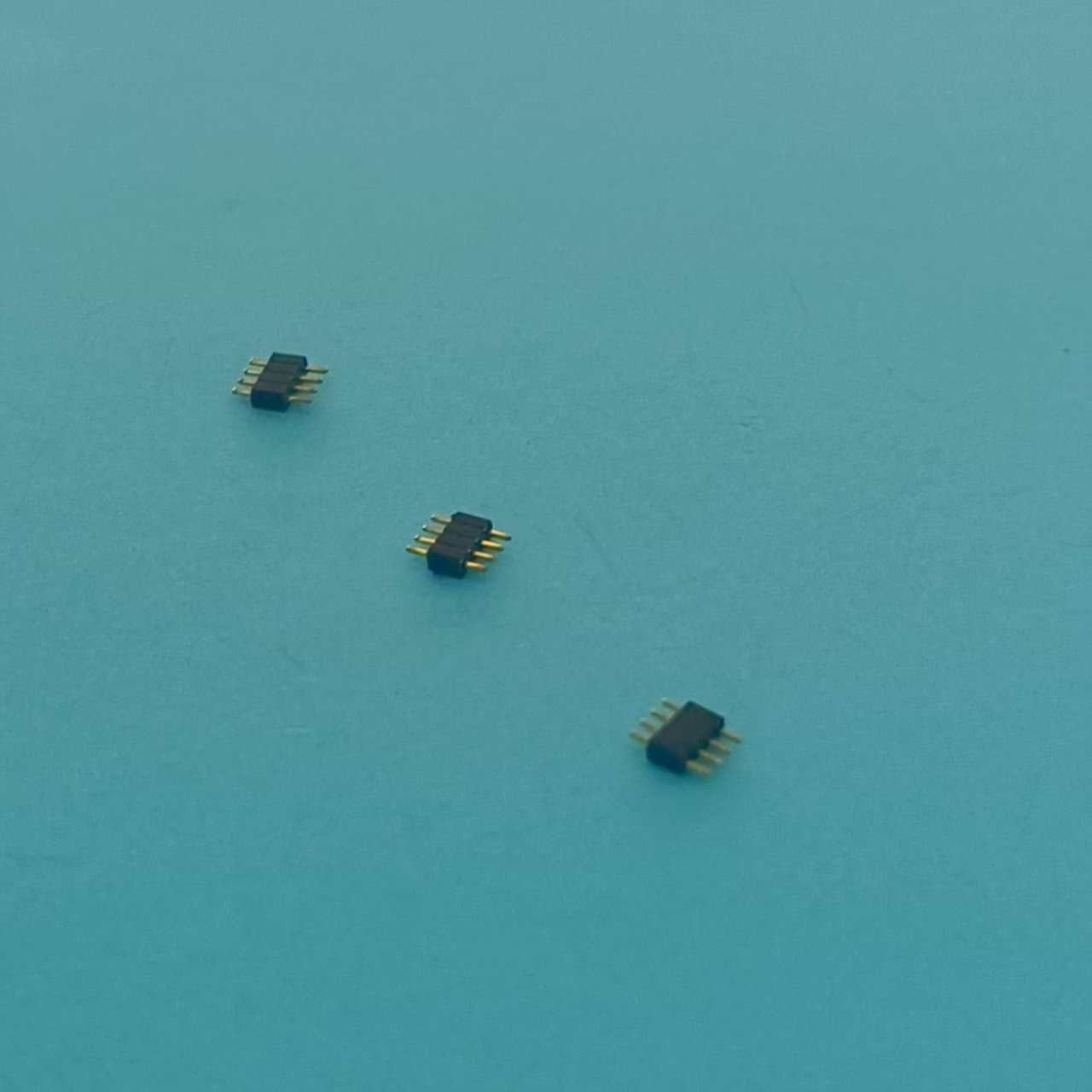
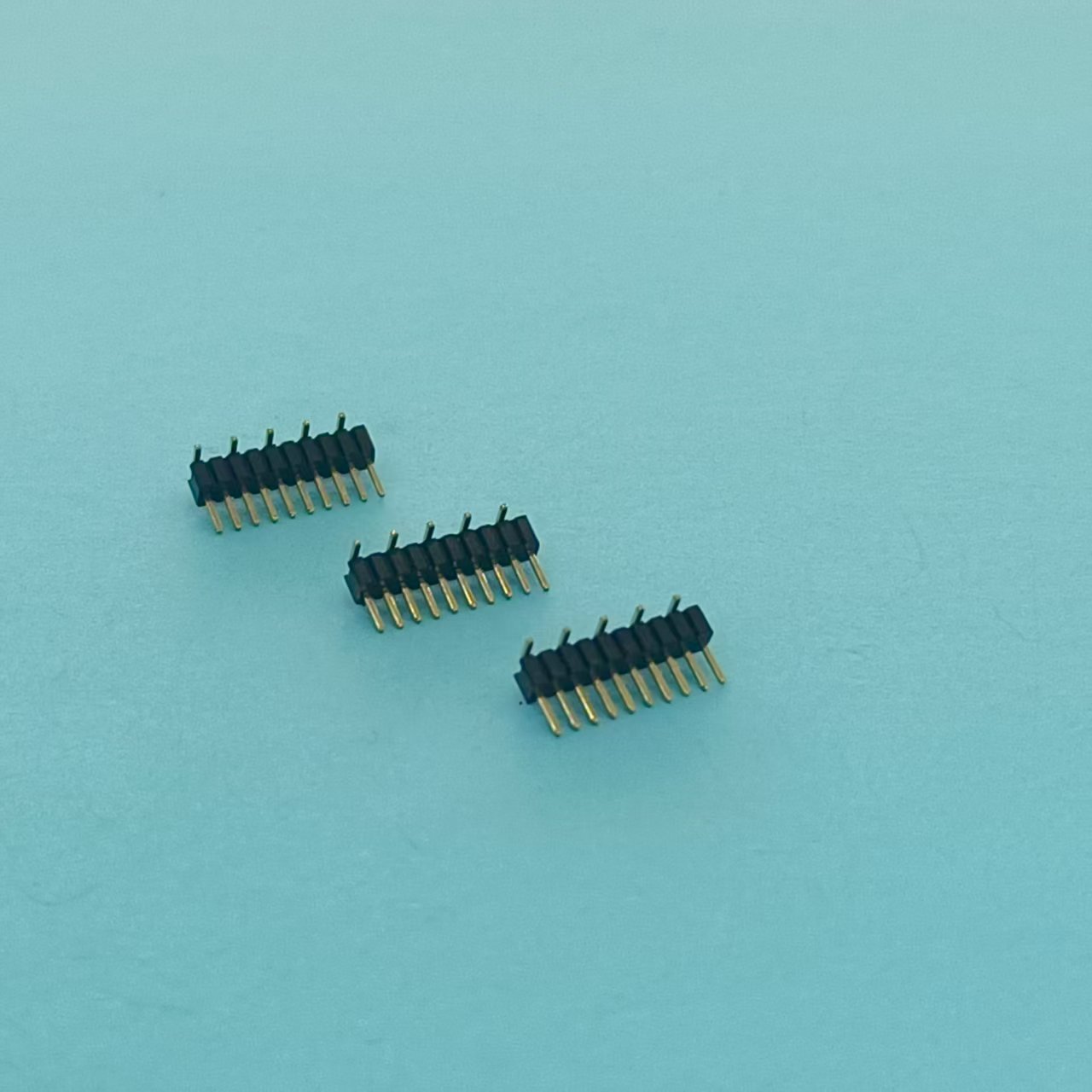
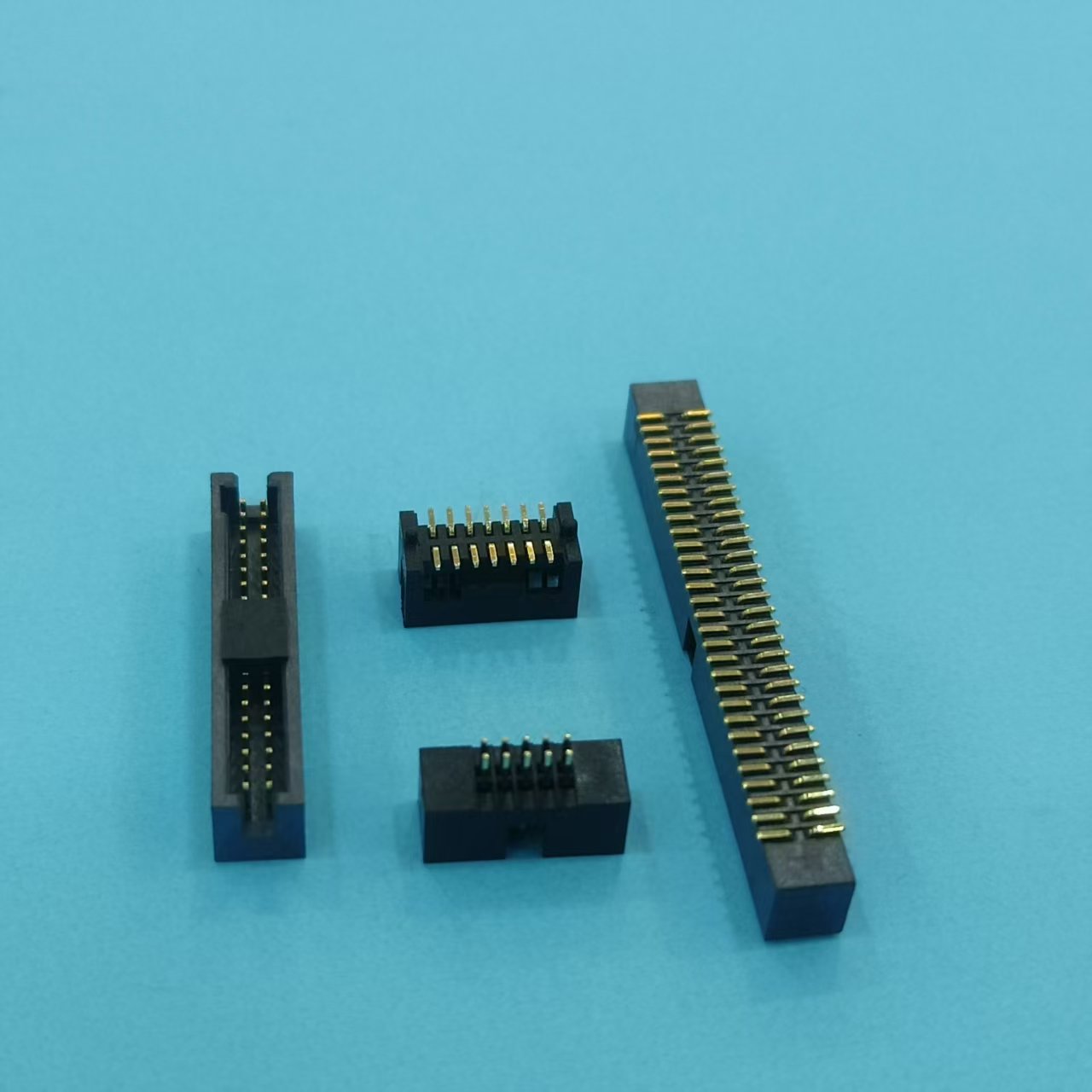
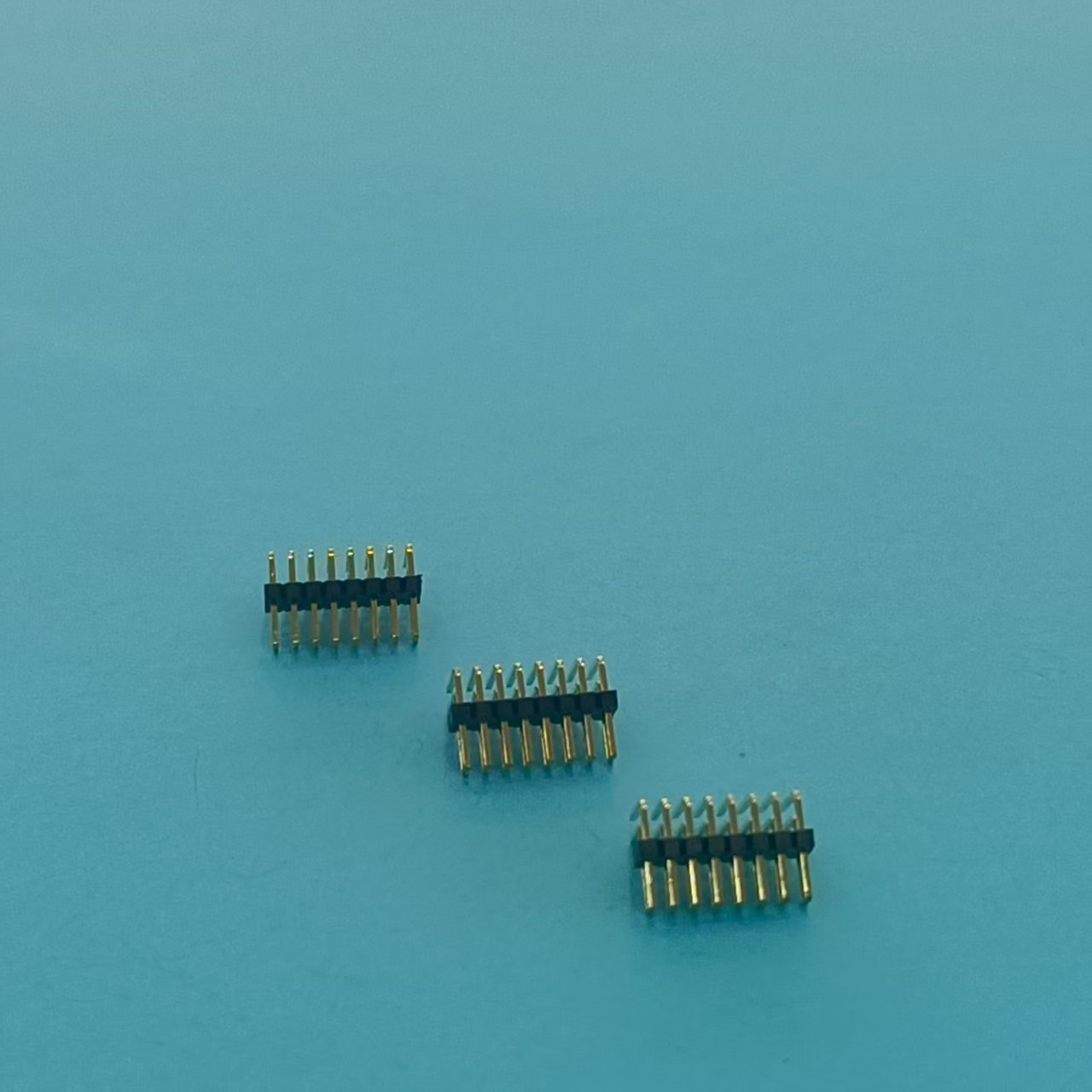
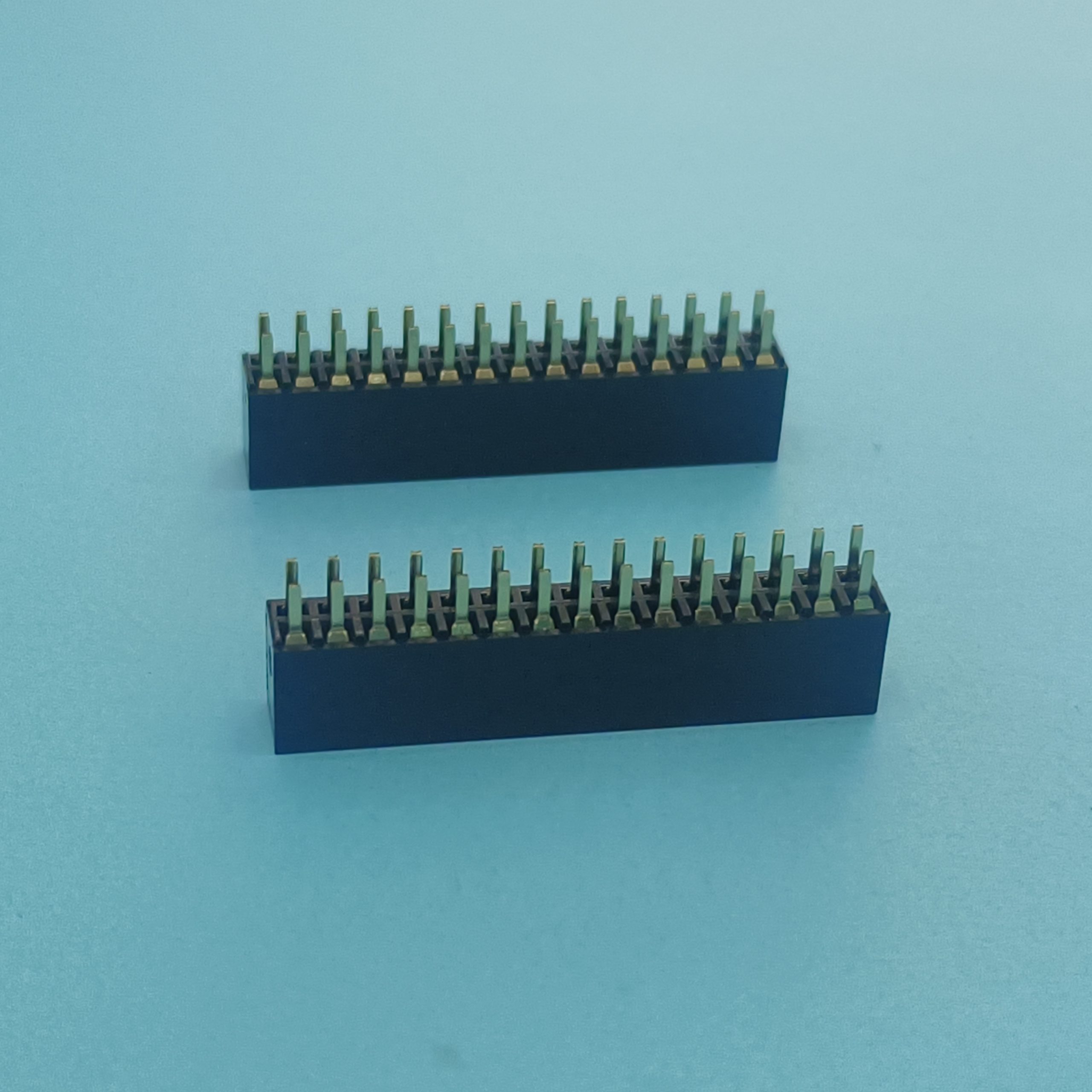
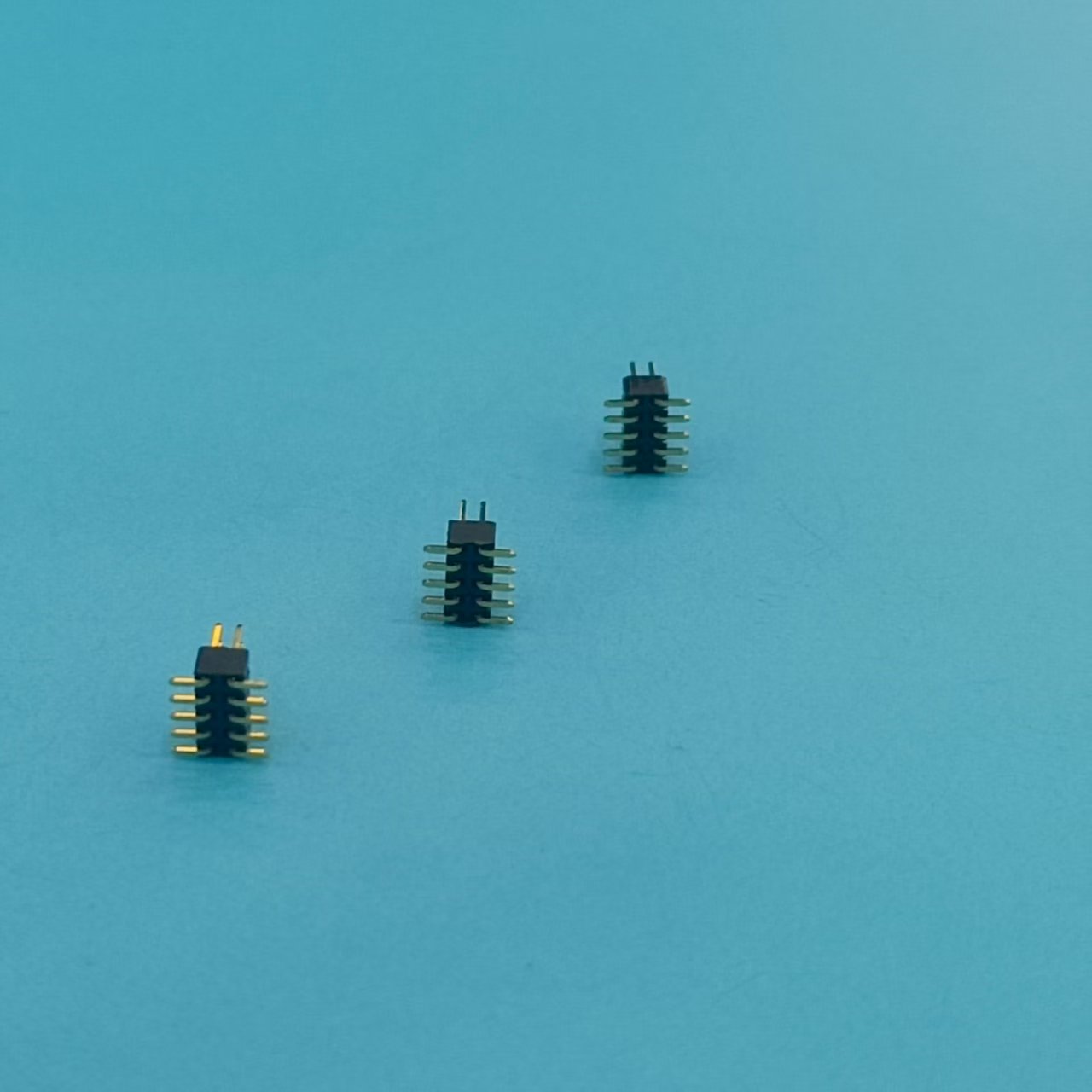
Фосфорная бронза — это классика, но не панацея. Например, для штыревых разъемов в высокочастотных схемах мы пробовали заменять ее на бериллиевую бронзу — упругость лучше, но стоимость заставляет десять раз подумать. В итоге для стандартных решений типа плата-плата остаемся у проверенного варианта, а вот для разъемов Рог, где важна стойкость к многократным подключениям, уже идет индивидуальный подбор сплава. Помню, как на тестах партия с неправильным соотношением меди и фосфора начала покрываться окисной пленкой после 500 циклов — пришлось переделывать всю термическую обработку.
Никелевое покрытие — это отдельная история. Толщина слоя в 1,5-2 мкм кажется мелочью, но именно она определяет, будет ли контакт 'плыть' при длительной работе на повышенных токах. Однажды пришлось разбираться с заказом мини-разъемов для медицинского оборудования — производитель сэкономил на гальванике, и через три месяца контакты позеленели. После этого мы в Хуалиан Электроникс всегда спрашиваем клиентов про условия эксплуатации, прежде чем рекомендовать покрытие.
Золотое напыление 0,2-0,3 мкм — не роскошь, а необходимость для высокоомных контактов. Но здесь есть нюанс: если основа не идеально ровная, золото только подчеркнет дефекты. Как-то получили партию разъемов WIFER с шероховатостями на базовом слое — под микроскопом выглядело как лунный рельеф. Пришлось полностью менять технологию полировки перед гальваникой.
Пластиковые компоненты: от термоусадки до УФ-стабилизации
PBT vs PET — вечный спор. Полибутилентерефталат держит удар лучше, но полиэтилентерефталат стабильнее при перепадах влажности. Для разъемов интегральных схем в уличном оборудовании мы используем модифицированный PBT с добавками стекловолокна — без этого корпус может 'повести' при длительном нагреве до 120°C. Как-то тестировали китайский аналог без стабилизаторов — через 200 часов термоциклирования появились микротрещины в зоне литника.
Цвет пластика — это не только маркировка. Черный пигмент на основе сажи дает дополнительную УФ-защиту, но может снижать пластичность. Для морской электроники приходится искать компромисс — добавляем углеродные волокна, чтобы сохранить жесткость без потери стойкости к солевым туманам. Кстати, именно для таких случаев у нас на https://www.hualian-electronic.ru есть возможность подбора материала по техзаданию — стандартные решения не всегда работают.
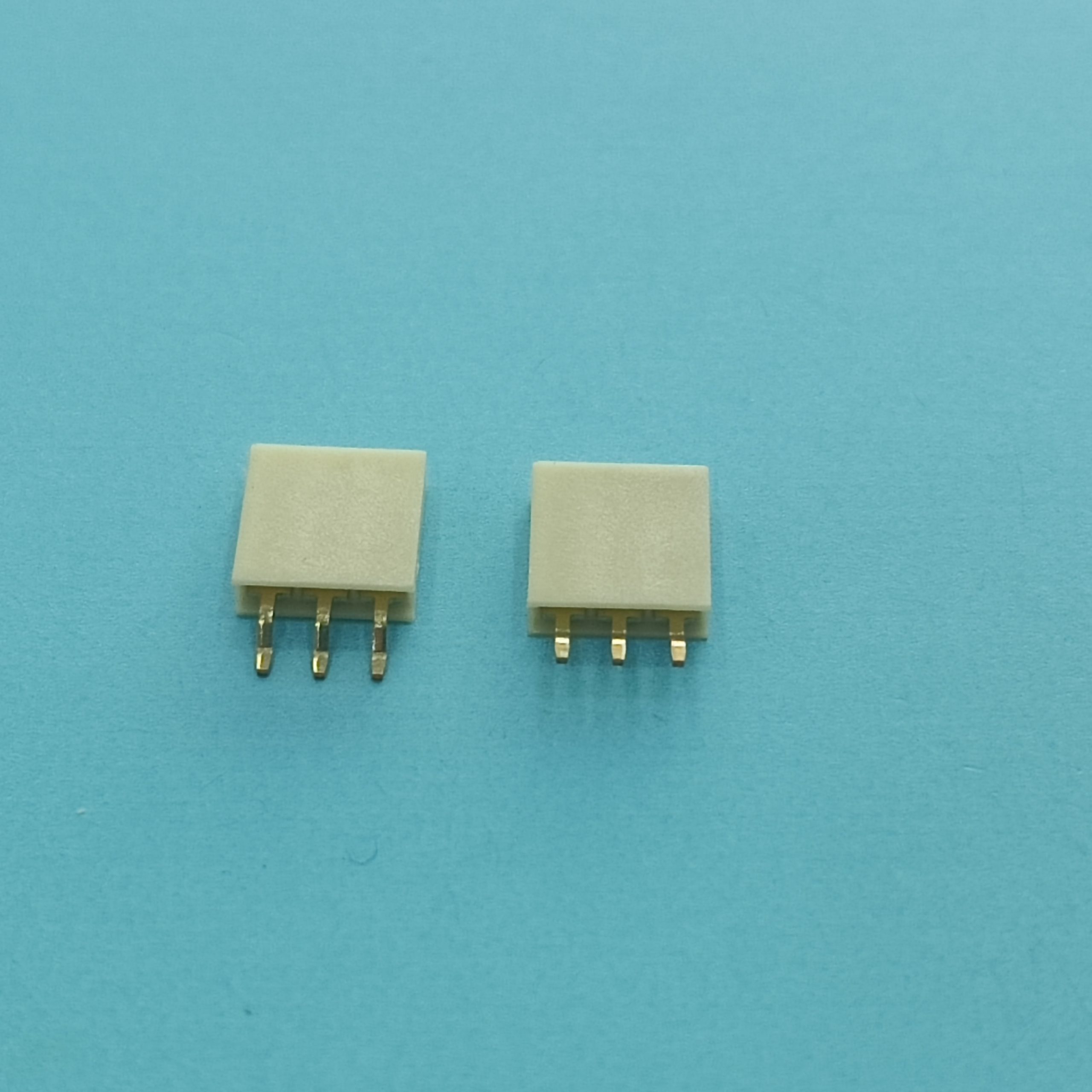
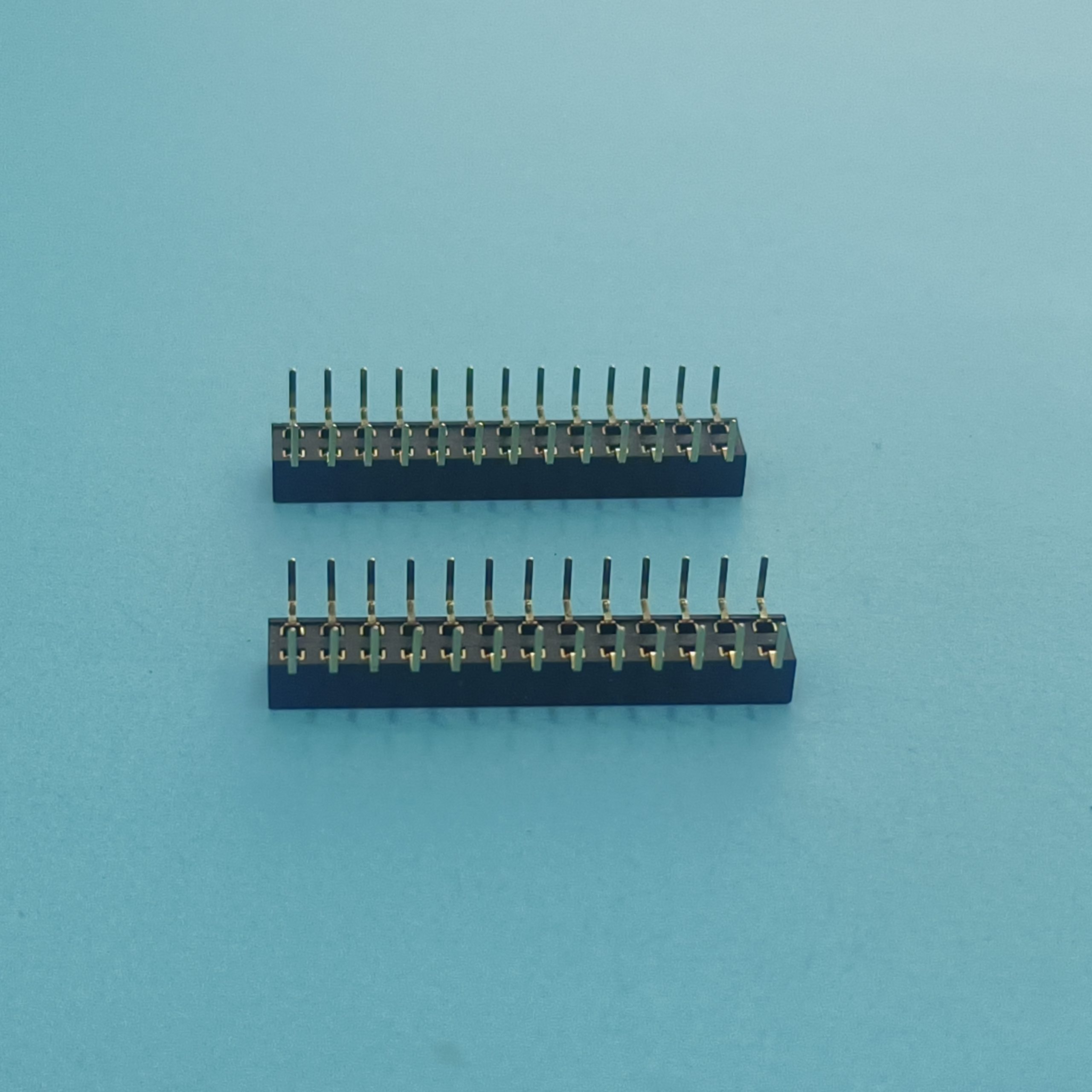
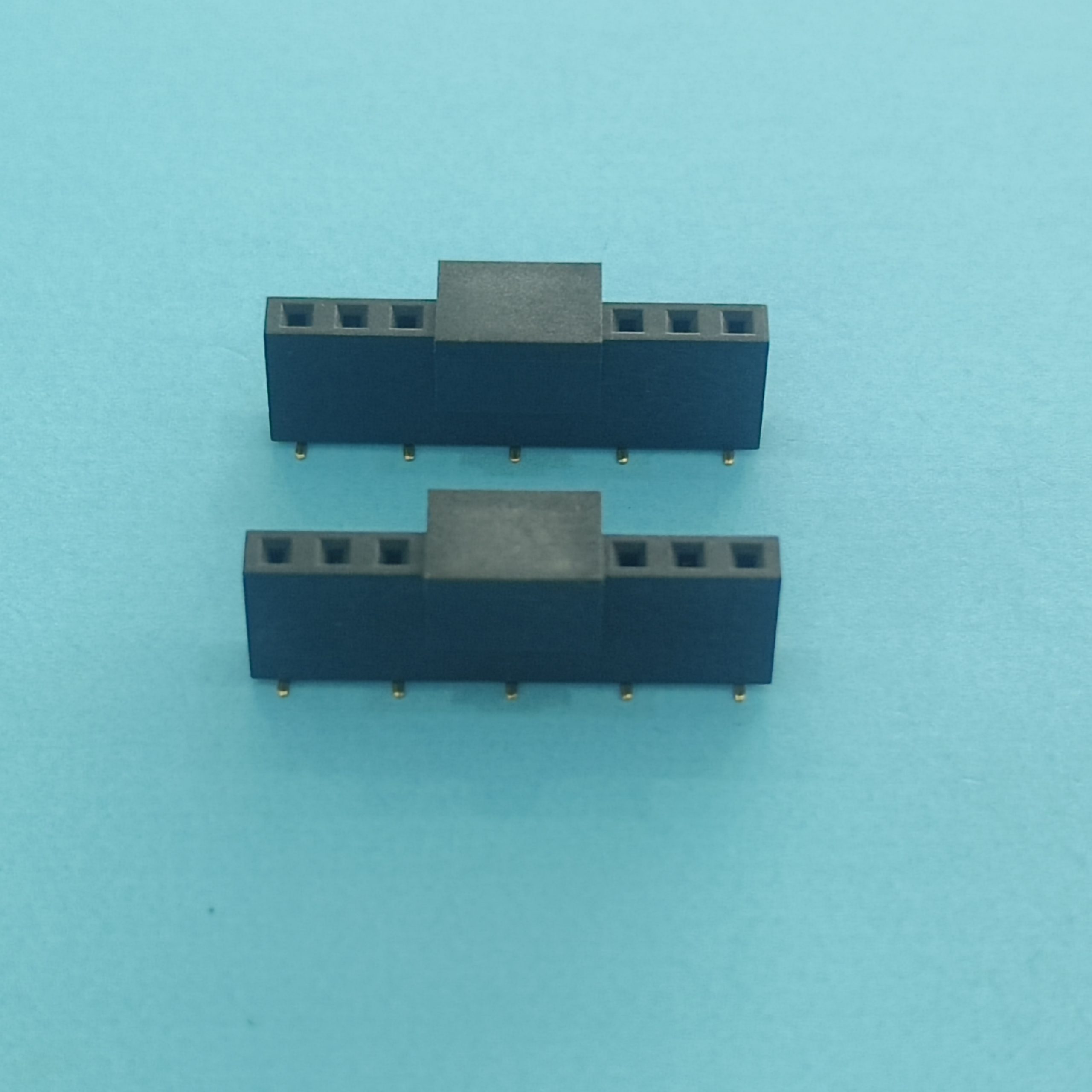
Система литников — тема, о которой редко пишут в спецификациях. Неправильно расположенные литники создают внутренние напряжения, что для мини-разъемов критично. Помню, как пришлось пять раз переделывать пресс-форму для гнездовых разъемов толщиной 1,2 мм — пока не сместили точки впрыска под углом 45 градусов к оси контактов.
Процесс сборки: где кроются проблемы
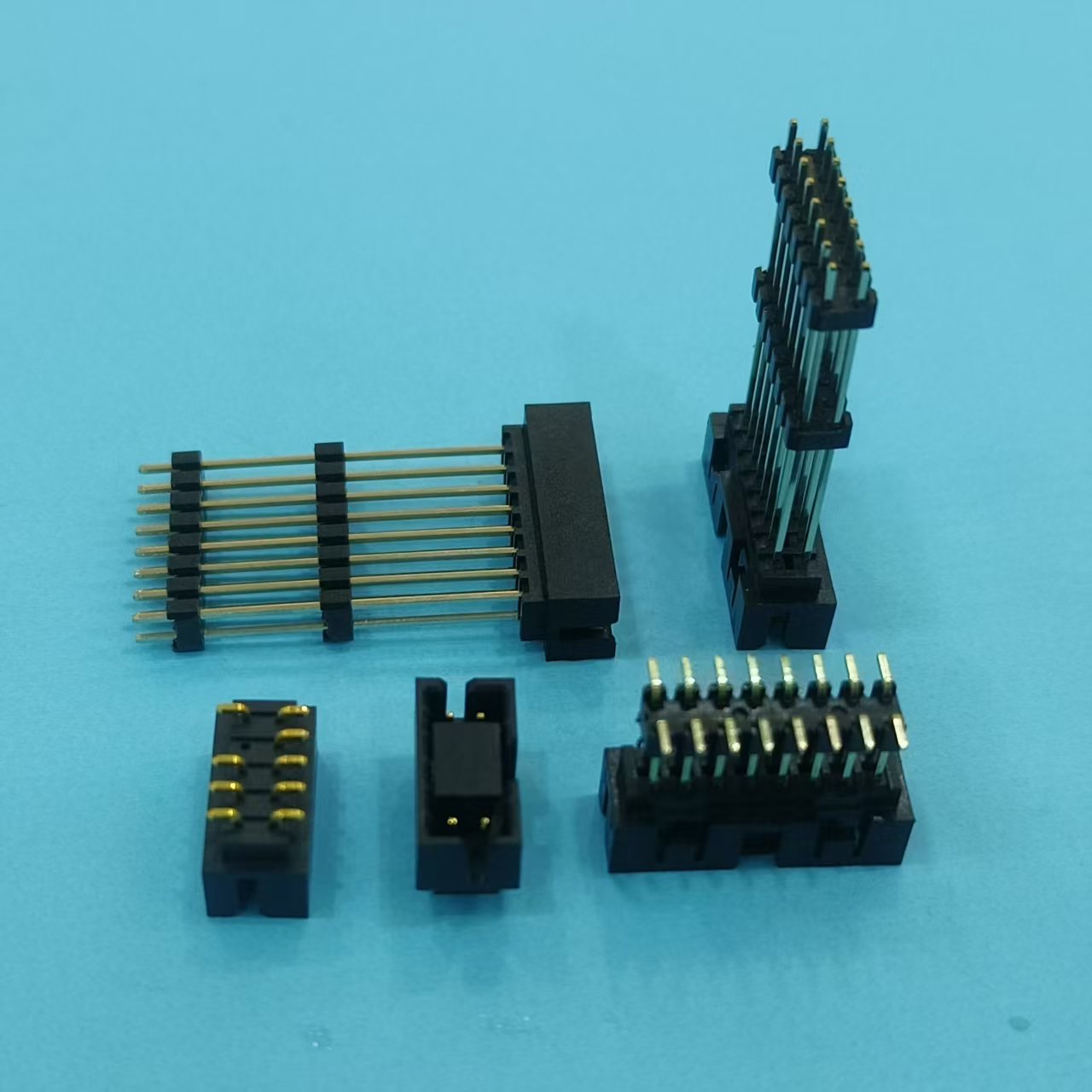
Автоматическая пайка контактов — казалось бы, отработанный процесс. Но когда речь идет о разъемах плата-провод с шагом 0,8 мм, даже +0,1 мм в позиционировании контакта приводит к короткому замыканию. Используем вакуумные захваты с обратной связью по усилию — без этого не получить стабильного качества. В прошлом году внедрили систему оптического контроля после каждой операции — брак упал с 3% до 0,7%, но себестоимость, конечно, выросла.
Обжимные соединения — отдельная головная боль. Для многожильных проводов сечением менее 0,3 мм2 стандартные матрицы не подходят — жилы 'вытекают' из-под контакта. Разработали свой профиль обжима с шестью точками контакта вместо трех — тесты на растяжение показали улучшение на 40%. Но такие решения требуют индивидуального подхода к каждому типу кабеля.
Лазерная маркировка — кажется простой операцией, но именно здесь часто экономят. Недостаточная мощность лазера приводит к тому, что маркировка стирается после нескольких циклов очистки спиртом. Пришлось закупать волоконные лазеры с регулируемой глубиной гравировки — особенно важно для разъемов Рог, где маркировка наносится на криволинейную поверхность.
Контроль качества: что не попадает в техпаспорт
Тест на усилие выдергивания — по стандарту достаточно 25 Н для мини-разъемов. Но мы дополнительно проверяем динамическую нагрузку — 1000 циклов подключения/отключения с измерением сопротивления после каждого цикла. Обнаружили, что некоторые контакты из фосфорной бронзы начинают 'уставать' после 700 циклов — пришлось менять геометрию пружинящей части.
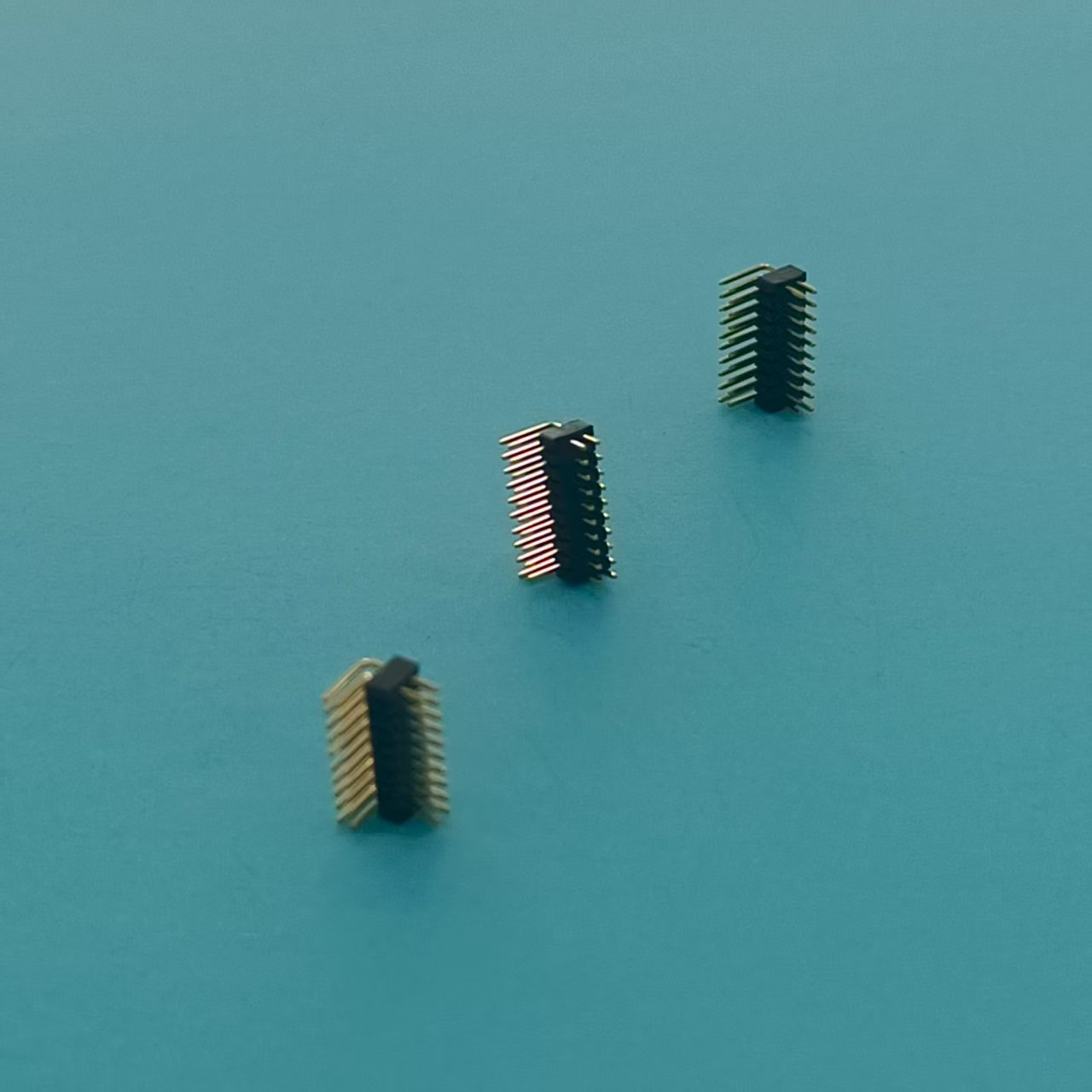
Термоудар от -55°C до +125°C — многие производители ограничиваются 5 циклами, но мы гоняем 50 циклов. Именно после 30-го цикла проявилась проблема с адгезией никелевого покрытия на одном из типов штыревых разъемов — видимо, не выдерживал коэффициент теплового расширения.
Виброиспытания — здесь важно не столько соответствие стандартам, сколько понимание реальных условий. Для разъемов в транспортной электронике добавили тест с резонансными частотами 100-200 Гц — оказалось, что стандартные крепления не гасят колебания в этом диапазоне. Переделали конструкцию замка — проблема ушла.
Кастомизация: когда стандарты не работают
Индивидуальные разъемы для авионики — самый сложный заказ. Требовалось обеспечить работу при пониженном атмосферном давлении и вибрации 15 g. Стандартные решения не подошли — пришлось разрабатывать контактную группу с двойным пружинящим элементом и менять пластик на PEEK с углеродным наполнителем. Стоимость выросла втрое, но зато прошли все испытания.
Модификации для нефтяной промышленности — здесь главным врагом оказалась сероводородная атмосфера. Стандартные покрытия не выдерживали — перешли на палладий-никелевый композит. Интересно, что этот же состав отлично показал себя в разъемах для морской электроники, хотя изначально разрабатывался для другого применения.
Мини-разъемы для портативных медицинских приборов — выяснилось, что стандартные материалы не совместимы с дезинфицирующими растворами на основе спиртов. Пришлось разрабатывать специальный состав пластика с повышенной стойкостью к химикатам — теперь это стало нашей стандартной опцией для медицинских заказов.
Эволюция материалов: куда движется отрасль
Медные сплавы с добавлением циркония — перспективное направление для разъемов, работающих при повышенных температурах. Проводимость на 15% выше, чем у фосфорной бронзы, а стоимость лишь ненамного превышает традиционные решения. Сейчас тестируем партию для разъемов интегральных схем в силовой электронике — пока результаты обнадеживают.
Жаропрочные пластики на основе LCP (жидкокристаллические полимеры) — выдерживают до 240°C без деформации. Идеально для разъемов, расположенных рядом с силовыми элементами. Но есть нюанс — высокая анизотропия усадки при литье, приходится полностью пересматривать конструкцию пресс-форм.
Наноразмерные покрытия — экспериментируем с алмазоподобными углеродными пленками толщиной 0,1-0,2 мкм. Первые тесты показывают снижение переходного сопротивления на 8% и увеличение срока службы на 30%. Правда, технология пока слишком дорога для серийного производства, но для специальных применений уже предлагаем как опцию.
Вот и получается, что вопрос 'чем делают разъемы' на самом деле подразумевает целую цепочку технологических решений — от выбора марки меди до финишного покрытия. И самое сложное здесь — не слепое следование стандартам, а понимание, как каждое решение повлияет на работу устройства в реальных условиях. Именно поэтому мы в ООО Дунгуань Хуалиан Электроникс всегда начинаем с анализа условий эксплуатации — иногда правильный материал оказывается не самым дорогим, а тем, который лучше всего подходит для конкретной задачи.
Соответствующая продукция
Соответствующая продукция