Полное руководство по монтажу Штыревого соединителя с шагом 2.54 мм от завода
2026-05-31
Подготовка к монтажу: инструменты и критические требования
Монтаж штыревого соединителя с шагом 2.54 мм — это не просто механическое соединение двух плат, а создание надежного электрического моста, от которого зависит работоспособность всего электронного узла. В нашей практике мы сталкивались с ситуациями, когда экономия на правильном инструменте или игнорирование температуры пайки приводили к отказу партии устройств через три месяца эксплуатации. Один из наших клиентов потерял крупный контракт из-за того, что использовал дешевый паяльник без контроля температуры, что вызвало расслоение контактных площадок на печатной плате. Чтобы избежать подобных сценариев, необходимо строго соблюдать технологический процесс.
Перед началом работ убедитесь, что у вас есть весь необходимый набор оборудования. Мы рекомендуем использовать паяльную станцию с возможностью точной настройки температуры в диапазоне 300–350°C для бессвинцовых припоев или 280–320°C для свинцовосодержащих. Также потребуется качественный флюс, соответствующий стандарту IPC-J-STD-004, пинцет с антистатическим покрытием, увеличительное стекло или микроскоп для визуального контроля, а также устройство для обрезки выводов. Отсутствие любого из этих элементов повышает риск брака.
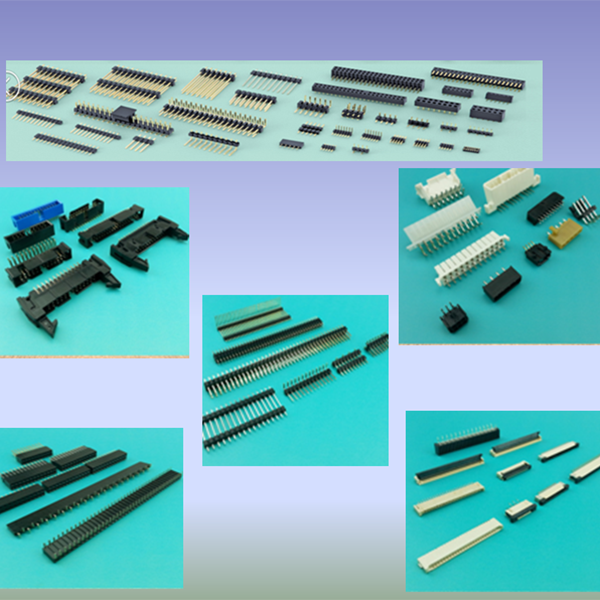
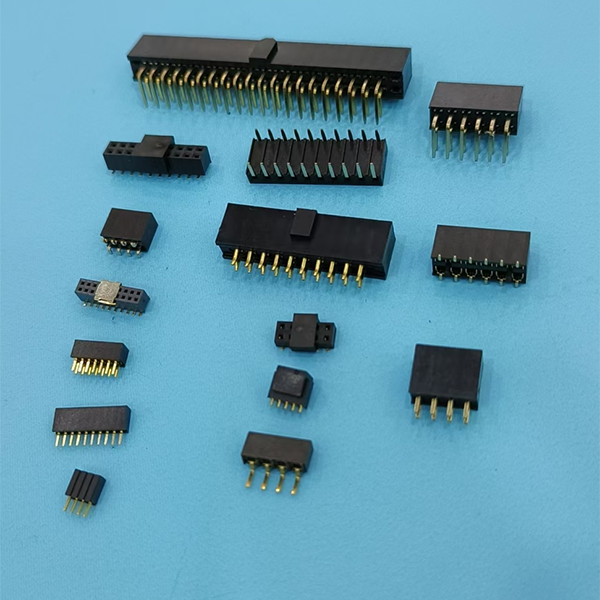
Обратите внимание на состояние самого компонента. Штыревой соединитель с шагом 2.54 мм должен иметь ровные контакты без окисления и механических деформаций. Если вы закупаете компоненты оптом, выбор поставщика играет решающую роль. ООО Дунгуань Хуалиан Электроникс специализируется на разработке и производстве прецизионных электронных разъемов, где каждая партия проходит строгий контроль геометрических размеров и паяемости. Их серия разъемов для интегральных схем с шагом 2,54 мм производится с использованием высококачественных материалов, что минимизирует риски при последующем монтаже.
Проверьте печатную плату (PCB) на наличие дефектов металлизации отверстий. Диаметр отверстия должен соответствовать диаметру вывода разъема с допуском не более +0.2 мм. Слишком большое отверстие приведет к недостаточному заполнению припоем и слабой механической фиксации, а слишком маленькое не позволит вставить вывод без повреждения платы. Используйте штангенциркуль или оптический измеритель для проверки критических размеров перед началом сборки.
Пошаговая инструкция по установке и пайке
Процесс монтажа требует последовательности и внимания к деталям. Ниже приведена проверенная методика, которую мы используем на собственном производстве для обеспечения максимальной надежности соединений.
- Подготовка выводов и посадочных мест. Перед установкой аккуратно очистите выводы соединителя от возможной оксидной пленки, если компонент хранился длительное время. Вставьте выводы в отверстия печатной платы до упора. Убедитесь, что корпус разъема плотно прилегает к поверхности платы без перекосов. Частая ошибка новичков — попытка силой вдавить разъем, что приводит к поломке пластикового корпуса или повреждению дорожек. Если выводы не входят свободно, проверьте соответствие шага 2.54 мм и диаметра отверстий.
- Фиксация компонента. Переверните плату и слегка разведите выводы в стороны (на 1-2 мм), чтобы зафиксировать разъем в вертикальном положении перед пайкой. Это предотвратит его выпадение при перевороте платы для пайки. Не переусердствуйте с усилием, так как чрезмерный изгиб может привести к отрыву контактной площадки от основы платы при термоциклировании. Для массового производства часто используют специальные кондукторы или временную клейкую ленту для фиксации.
- Нанесение флюса. Нанесите небольшое количество флюса на место пайки каждого контакта. Флюс удаляет оксиды с поверхности металла и улучшает смачиваемость припоя. Избегайте использования агрессивных кислотных флюсов, которые могут вызвать коррозию со временем. Оптимальный выбор — канифольные флюсы типа RMA или водосмываемые составы, если предусмотрена последующая мойка платы. Недостаток флюса ведет к образованию “холодной” пайки, а избыток затрудняет визуальный контроль качества шва.
- Процесс пайки. Разогрейте жало паяльника до рабочей температуры. Прикоснитесь жалом одновременно к выводу и контактной площадке на плате, удерживая в течение 1-2 секунд для прогрева. Затем подайте припой в зону контакта, позволяя ему расплавиться и обтечь вывод со всех сторон. Время пайки одного контакта не должно превышать 3-4 секунды, чтобы избежать перегрева пластика корпуса разъема или отслоения фольги. Дайте припою застыть естественным образом, не дуя на него и не двигая компонент.
- Обрезка выводов и финишная обработка. После остывания всех контактов обрежьте лишнюю часть выводов кусачками заподлицо с поверхностью припоя. Оставленные длинные “хвосты” могут стать причиной короткого замыкания с соседними элементами или корпусом устройства. Осмотрите каждое соединение под увеличением: качественный паяный шов должен иметь гладкую, блестящую поверхность вогнутой формы, полностью покрывающую контактную площадку. Матовый, зернистый или шарообразный вид припоя свидетельствует о нарушении технологии.
После завершения пайки обязательно промойте плату растворителем для удаления остатков флюса, если использовался активный состав. Остатки флюса гигроскопичны и могут привести к утечкам тока и коррозии в условиях повышенной влажности. Для ответственных применений, таких как автомобильная электроника или медицинское оборудование, этот этап является обязательным согласно стандартам IPC-A-610.
Типичные ошибки монтажа и методы их устранения
Даже опытные инженеры иногда допускают ошибки, которые проявляются только на этапе тестирования или, что хуже, у конечного пользователя. Анализ возвратов и рекламаций позволяет выделить наиболее критичные проблемы, связанные с монтажом штыревых соединителей.
Проблема 1: Холодная пайка. Это самая распространенная причина отказа контактов. Она возникает, когда припой не полностью расплавился или смешался с основным металлом вывода. Визуально такой шов выглядит тусклым, шероховатым и часто имеет форму сферы, не смачивая площадку. Электрическое сопротивление такого соединения нестабильно и может расти со временем, вызывая нагрев и полный обрыв цепи. Решение: повторно прогреть контакт с добавлением свежего флюса и небольшого количества припоя, обеспечивая достаточное время прогрева.
Проблема 2: Перепайка и замыкания. Избыточное количество припоя может привести к образованию перемычек между соседними контактами, особенно в плотных сборках. Шаг 2.54 мм достаточно велик, чтобы избежать этого при аккуратной работе, но при использовании толстой проволоки припоя риск возрастает. Кроме того, излишки припоя скрывают дефекты смачивания. Мы наблюдали случаи, когда “сопли” припоя вызывали короткие замыкания при вибрации устройства. Устранение: используйте припой меньшего диаметра (0.5–0.8 мм) и удаляйте излишки с помощью медной оплетки или вакуумного отсоса.
Проблема 3: Термическое повреждение корпуса. Пластик большинства разъемов чувствителен к перегреву. Длительное воздействие температуры выше 260°C может привести к деформации корпуса, смещению контактов внутри изолятора или появлению трещин. Это нарушает геометрию сопряжения с ответной частью (розеткой). В нашей практике был случай, когда партия разъемов стала непригодной для установки ответных колодок именно из-за локального перегрева при ручной пайке. Строго контролируйте время контакта жала паяльника с выводом.
Проблема 4: Механические напряжения. Если кабель, подключенный к разъему, не имеетstrain relief (разгрузки от натяжения), любые рывки провода передаются непосредственно на паяные соединения. Со временем это приводит к усталости металла и разрушению паяного шва. Всегда предусматривайте механическую фиксацию кабеля возле точки входа в разъем, используя стяжки, клей или специальные зажимы в корпусе устройства.
Контроль качества и тестирование соединений
Завершение монтажа не означает окончание работы. Для гарантии надежности необходимо провести комплекс проверок. В условиях промышленного производства ООО Дунгуань Хуалиан Электроникс применяет многоступенчатую систему контроля, которую мы рекомендуем адаптировать даже для небольших партий.
Первый этап — визуальный инспекционный контроль. Используйте микроскоп с увеличением 10x–20x. Проверьте каждый контакт на отсутствие следующих дефектов: непропаи, трещины в припое, поднятые площадки, остатки флюса, перемычки. Сверьтесь с критериями приемки IPC-A-610 Class 2 или Class 3 в зависимости от требований вашего изделия. Класс 3 предполагает максимальную надежность для аэрокосмической и медицинской отраслей.
Второй этап — электрическое тестирование. Прозвоните все цепи мультиметром для подтверждения целостности соединений и отсутствия коротких замыканий между соседними контактами. Для более глубокого анализа рекомендуется измерить переходное сопротивление контакта. Оно не должно превышать 20 мОм для новых соединений. Высокое сопротивление указывает на плохую пайку или загрязнение.
Третий этап — механический тест на усилие выдергивания (Pull Test). Хотя это деструктивный метод и применяется выборочно на образцах, он дает понимание прочности паяного соединения. Согласно стандартам, соединение должно выдерживать нагрузку, соответствующую сечению провода или прочности вывода, без отрыва от платы. Для неразрушающего контроля можно применить легкий покачивающий тест пинцетом, чтобы выявить явные непропаи.
Если ваше устройство будет работать в жестких условиях (вибрация, перепады температур), рассмотрите возможность нанесения защитного лака (conformal coating) на область пайки. Это защитит контакты от окисления и дополнительно зафиксирует их механически. Однако учтите, что лак усложняет возможный будущий ремонт, поэтому наносите его только после окончательной отладки устройства.
Выбор надежного поставщика компонентов
Качество монтажа напрямую зависит от качества самих компонентов. Использование дешевых аналогов неизвестных производителей часто приводит к проблемам с паяемостью, несоответствию реальных размеров заявленным и низкой термостойкостью пластика. При выборе поставщика обращайте внимание на наличие сертификатов ISO 9001, подтверждающих систему менеджмента качества, а также соответствие продукции директивам RoHS и REACH.
Компания ООО Дунгуань Хуалиан Электроникс предлагает широкий ассортимент высокоточных разъемов, включая серию разъемов IDC с корпусом и серию контактных штырей с различными шагами. Продукция компании проходит полные испытания по материалам, электрическим и механическим характеристикам, что обеспечивает стабильность параметров от партии к партии. Наличие современного производственного и контрольного оборудования позволяет гарантировать отсутствие скрытых дефектов, таких как микротрещины в металле или нарушения геометрии шага 2.54 мм.
При заказе обратите внимание на возможность индивидуальной разработки. Если стандартные решения не подходят под ваши задачи, производитель может адаптировать конструкцию под специфические требования по токонагрузке, типу монтажа или материалу изолятора. Это особенно актуально для уникальных промышленных проектов, где надежность соединения является критическим фактором безопасности.
Часто задаваемые вопросы
Какую температуру пайки использовать для штыревого разъема 2.54 мм?
Оптимальная температура зависит от типа припоя. Для бессвинцовых припоев (SnAgCu) рекомендуется диапазон 320–350°C, так как они имеют более высокую температуру плавления. Для свинцовосодержащих припоев (SnPb) достаточно 280–300°C. Превышение температуры более 370°C опасно для пластикового корпуса разъема и может вызвать деградацию свойств текстолита платы. Всегда используйте терморегулируемую станцию.
Можно ли паять разъем без флюса?
Теоретически возможно, если выводы и площадки идеально очищены и используется припой с встроенным флюсом (сердечником), но на практике это почти всегда приводит к браку. Флюс необходим для удаления оксидной пленки, которая мгновенно образуется при нагреве. Без флюса припой не смочит поверхность должным образом, образуя ненадежное механическое и электрическое соединение. Мы настоятельно рекомендуем использовать дополнительный качественный флюс.
Что делать, если контакты разъема окислились перед пайкой?
Легкую окисление можно удалить специальным очистителем контактов или мягкой абразивной губкой, не повреждая защитное покрытие (обычно золото или олово). Если окисление сильное и проникло глубоко, такой компонент лучше забраковать, так как восстановление не гарантирует долговременной надежности. Храните разъемы в оригинальной упаковке с силикагелем до момента монтажа.
Какой тип припоя лучше выбрать для промышленного применения?
Для большинства промышленных применений сейчас стандартом является бессвинцовый припой SAC305 (Sn96.5Ag3.0Cu0.5), соответствующий директиве RoHS. Он обеспечивает хорошую механическую прочность и устойчивость к термоциклированию. Однако для изделий, работающих в условиях экстремальных вибраций или очень низких температур, некоторые инженеры все еще предпочитают свинцовые припои из-за их лучшей пластичности и устойчивости к росту оловянных усов, если это допускается регламентом конкретного рынка.
Как проверить качество пайки без дорогостоящего оборудования?
Доступный метод — визуальный осмотр с хорошим освещением и лупой (минимум 5x) плюс проверка мультиметром. Качественный шов должен быть гладким, блестящим и вогнутым. Попробуйте аккуратно покачать вывод пинцетом (не прилагая чрезмерных усилий) — он не должен двигаться. Также можно выполнить тест прогоном тока чуть выше рабочего значения в течение короткого времени, контролируя нагрев места пайки тепловизором или термопарой.
Правильный монтаж штыревого соединителя с шагом 2.54 мм — это сочетание качественного инструмента, соблюдения технологии и использования проверенных компонентов. Игнорирование любого из этих этапов ставит под угрозу надежность всего электронного устройства. Следуя приведенным рекомендациям и выбирая надежных партнеров, таких как производитель прецизионных разъемов ООО Дунгуань Хуалиан Электроникс, вы минимизируете риски отказов и обеспечите долгий срок службы вашей продукции.
Если у вас возникли вопросы по подбору конкретных моделей разъемов или технологическим нюансам их установки, наши специалисты готовы предоставить подробную консультацию. Свяжитесь с нами сегодня для обсуждения вашего проекта и получения образцов продукции.