Руководство инженера: Установка Штыревых соединителей с разным шагом (0.8-5.08 мм)
2026-06-01
- Критическая важность точного шага: почему 2.54 мм — это не просто число
- Подготовка рабочего места и выбор инструмента: фундамент надежного соединения
- Пошаговая инструкция: Монтаж штыревых соединителей с шагом 2.54 мм
- Специфика монтажа разъемов с малым и крупным шагом (0.8 мм – 5.08 мм)
- Распространенные ошибки и методы их предотвращения
- Контроль качества и тестирование готового узла
- Выбор поставщика и гарантии качества продукции
- Часто задаваемые вопросы
Критическая важность точного шага: почему 2.54 мм — это не просто число
В нашей практике инженерной поддержки мы неоднократно сталкивались с ситуацией, когда проект останавливался на этапе сборки из-за несоответствия шага контактов всего на 0.1 мм. Штыревой соединитель с шагом 2.54 мм является мировым стандартом де-факто для сопряжения печатных плат и периферийных устройств, но его установка требует строгого соблюдения геометрии посадочных мест. Ошибка в выборе или монтаже приводит не только к механическому разрушению корпуса разъема, но и к нарушению электрического контакта, что в промышленных условиях означает простой линии и финансовые потери. В этом руководстве мы разберем физические особенности монтажа пинов с различным шагом (от 0.8 до 5.08 мм), уделив особое внимание наиболее распространенному стандарту 2.54 мм, который требует специфического подхода к пайке и фиксации.
Многие инженеры-конструкторы полагают, что все штыревые разъемы взаимозаменяемы при наличии переходников, однако это опасное заблуждение. Разница в шаге влияет на индуктивность петли, способность выдерживать вибрационные нагрузки и плотность компоновки на плате. Когда вы выбираете штыревой соединитель с шагом 2.54 мм, вы принимаете решение в пользу надежности и доступности инструментов для монтажа, но жертвуете миниатюризацией по сравнению с сериями 1.27 мм или 0.8 мм. Наша цель — дать вам четкий алгоритм действий, который исключит человеческий фактор при установке этих компонентов.
Подготовка рабочего места и выбор инструмента: фундамент надежного соединения
Успех установки любого электронного компонента на 80% зависит от подготовки, а не от самого процесса пайки. Перед тем как взять в руки паяльник, необходимо убедиться, что ваше рабочее место соответствует требованиям по электростатической безопасности и температурному режиму. Для работы с прецизионными разъемами, включая серию с шагом 2.54 мм, вам потребуется специфический набор инструментов, отсутствие которых гарантированно приведет к браку.
Во-первых, проверьте состояние печатной платы (ПП). Отклонение диаметра металлизированных отверстий от номинала более чем на 0.05 мм сделает установку невозможной без повреждения контактных площадок. Мы рекомендуем использовать оптический микроскоп или качественную лупу с подсветкой не менее 10 крат для визуального контроля перед началом работ. Если вы работаете с партиями плат от разных поставщиков, убедитесь, что толщина диэлектрика позволяет корректно установить длину хвостовика пина.
- Паяльная станция: Требуется устройство с точной регулировкой температуры (диапазон 300–380°C) и стабилизацией жала. Для бессвинцовых припоев, которые часто требуются для соответствия директиве RoHS, температура должна быть выше, чем для традиционных сплавов.
- Приспособления для фиксации: Установка штыревых разъемов “на весу” недопустима. Используйте специализированные кондукторы или монтажные оправки, которые удерживают корпус разъема строго перпендикулярно плоскости платы во время пайки.
- Флюс и припой: Выбирайте флюс с низким содержанием твердых остатков (no-clean), чтобы избежать коррозии в будущем. Диаметр проволоки припоя должен соответствовать размеру контактной площадки; для шага 2.54 мм оптимально использовать припой 0.5–0.8 мм.
- Инструмент для обжима (если применимо): Если вы используете разъемы типа IDC или монтируете контакты в кабель, необходим калиброванный кримпер. Дешевые универсальные клещи часто дают неравномерное усилие обжима, что приводит к выдергиванию провода под нагрузкой.
Один из наших клиентов столкнулся с массовым отказом партии приборов через три месяца эксплуатации. Причиной стала экономия на держателях для пайки: операторы удерживали разъемы пинцетом вручную, что приводило к микросдвигам в момент кристаллизации припоя. Эти микротрещины со временем расширились под воздействием термоциклирования. Не повторяйте эту ошибку — жесткая фиксация обязательна.
Пошаговая инструкция: Монтаж штыревых соединителей с шагом 2.54 мм
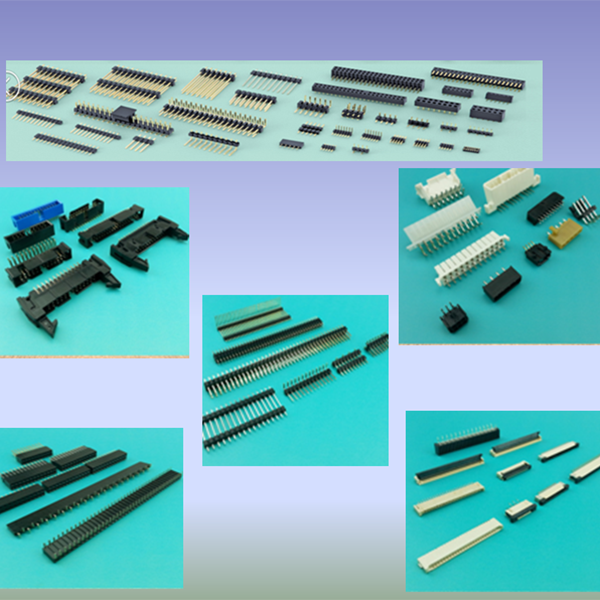
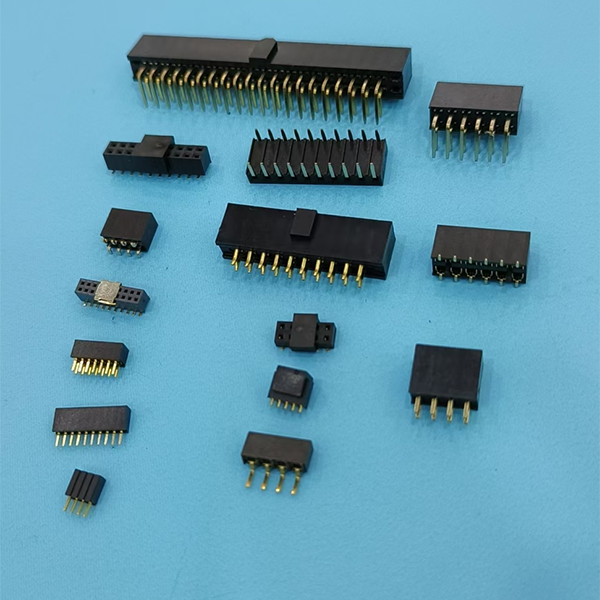
Серия разъемов с шагом 2.54 мм (0.1 дюйма) является основной продукцией многих производителей, включая ООО Дунгуань Хуалиан Электроникс, благодаря своей универсальности в промышленной автоматике и потребительской электронике. Процесс их установки кажется простым, но именно здесь скрыто наибольшее количество потенциальных дефектов. Следуйте приведенному ниже алгоритму, чтобы обеспечить механическую прочность и электрическую целостность соединения.
- Предварительная примерка и проверка геометрии. Перед нанесением флюса вставьте разъем в посадочные отверстия платы без пайки. Убедитесь, что все пины входят свободно, без изгиба. Если хотя бы один контакт требует усилия для входа, остановитесь. Проверьте плату на наличие заусенцев в отверстиях или смещение слоев. Для двухрядных разъемов критически важно проверить соосность рядов: расстояние между рядами должно строго соответствовать спецификации (обычно также 2.54 мм или кратно ему). Игнорирование этого этапа приведет к тому, что после пайки разъем будет стоять с перекосом, создавая механическое напряжение на выводах.
- Фиксация компонента в кондукторе. Установите плату в монтажную оправку. Аккуратно вставьте разъем до упора. Корпус должен плотно прилегать к поверхности платы, если это предусмотрено конструкцией (для типов поверхностного монтажа или с опорными ножками). Если используются разъемы с длинными выводами для сквозного монтажа, убедитесь, что выступание выводов с обратной стороны платы составляет 1.5–2.5 мм. Слишком короткий хвостовик не обеспечит надежной пайки, а слишком длинный усложнит процесс и может вызвать короткое замыкание с соседними дорожками. Зафиксируйте положение разъема зажимами кондуктора.
- Нанесение флюса и предварительный прогрев. Нанесите небольшое количество флюса на места контакта выводов и контактных площадок. Не заливайте весь разъем — избыток флюса трудно отмывать, и он может затечь под корпус, вызывая утечки тока. Включите паяльную станцию и дайте жалу прогреться до рабочей температуры. Коснитесь жалом одновременно вывода и контактной площадки, удерживая в течение 1-2 секунд для выравнивания температур. Это предотвратит образование “холодной пайки”, когда припой ложится шариком и не смачивает поверхность.
- Дозированная подача припоя. Подведите проволоку припоя к месту контакта жала и вывода. Количество припоя должно быть таким, чтобы образовалась гладкая вогнутая галтель (мениск), полностью покрывающая площадку и обволакивающая вывод. Избегайте образования сосулек или избыточных шаров. Для шага 2.54 мм расстояние между центрами контактов достаточно велико, чтобы избежать случайных перемычек, но внимательность все равно требуется. Время пайки одного контакта не должно превышать 3-4 секунды, чтобы не повредить термочувствительные материалы корпуса разъема или отслоить дорожку на плате.
- Естественное остывание и визуальный контроль. После удаления жала и припоя дайте соединению остыть естественным путем. Ни в коем случае не дуйте на него и не охлаждайте искусственно — резкий перепад температур вызывает кристаллические дефекты в структуре припоя, делая шов хрупким. После остывания осмотрите пайку под увеличением. Правильный шов должен быть блестящим (для свинцовых припоев) или матово-гладким (для бессвинцовых), без трещин и пор. Проверьте отсутствие перемычек между соседними пинами.
- Механическая проверка и очистка. Аккуратно покачайте разъем пальцами (без чрезмерного усилия), чтобы убедиться в его жесткой фиксации. Если вы чувствуете люфт, значит, пайка некачественная и требует переделки. Затем произведите очистку платы от остатков флюса специальным растворителем, если использовался активный флюс, требующий смывки. Остатки флюса гигроскопичны и могут привести к коррозии и пробоям在高 влажности.
Помните, что компания ООО Дунгуань Хуалиан Электроникс проводит полные испытания своих разъемов по электрическим и механическим характеристикам, но ответственность за качество конечного соединения лежит на производителе оборудования. Наши разъемы серии 2.54 мм разработаны с учетом допусков на пайку, но соблюдение технологии монтажа остается ключевым фактором.
Специфика монтажа разъемов с малым и крупным шагом (0.8 мм – 5.08 мм)
Хотя принцип установки един для всех штыревых соединителей, изменение шага кардинально меняет требования к оборудованию и навыкам оператора. Переход от привычных 2.54 мм к более плотным или более мощным конфигурациям несет свои риски.
Микро-разъемы (шаг 0.8 мм, 1.0 мм, 1.27 мм)
При работе с сериями контактных штырей и розеток с шагом 0.8 мм и 1.0 мм, которые часто применяются в высокоплотной компьютерной технике и телекоммуникационном оборудовании, главную проблему представляет эффект капиллярного затекания припоя. Расстояние между выводами настолько мало, что излишек припоя гарантированно создаст короткое замыкание. Здесь ручная пайка становится крайне рискованной. Мы настоятельно рекомендуем использовать трафаретную печать паяльной пастой и групповую пайку в печи оплавления (reflow) или селективную пайку волной с защитными паллетами. Визуальный контроль таких соединений возможен только с помощью микроскопа с увеличением от 20 крат. Любая попытка исправить дефект паяльником вручную требует ювелирной точности и использования жала специальной формы (например, “нож” или микро-конус).
Силовые разъемы (шаг 3.96 мм, 5.08 мм)
Разъемы с крупным шагом, такие как серия 5.08 мм, предназначены для передачи значительных токов и работы в условиях высоких вибраций. Основная сложность здесь заключается в теплоотводе. Массивные выводы и контактные площадки действуют как радиаторы, быстро отводя тепло от жала паяльника. Попытка пайки при недостаточной температуре приводит к классической “холодной пайке”: припой выглядит тусклым и зернистым, соединение имеет высокое переходное сопротивление. При прохождении большого тока такое место начнет перегреваться, что приведет к выгоранию контакта. Для таких соединений необходимо использовать паяльные станции мощностью от 80 Вт и массивные жала с высокой теплоемкостью. Также критически важно обеспечить правильную длину вывода: она должна быть достаточной для создания надежной галтели, но не выступать чрезмерно, создавая риск пробоя воздуха.
| Параметр сравнения | Шаг 0.8 – 1.27 мм (Высокая плотность) | Шаг 2.54 мм (Стандарт) | Шаг 5.08 мм (Силовой) |
|---|---|---|---|
| Основной риск | Короткое замыкание (перемычки припоя) | Механический перекос, холодная пайка | Непрогрев контакта, перегрузка по току |
| Рекомендуемый метод пайки | Печь оплавления (Reflow), селективная пайка | Ручная пайка, волновая пайка | Ручная пайка мощным жалом, волновая пайка |
| Требования к инструменту | Микроскоп, тонкие жала, дозаторы пасты | Стандартная станция, кондукторы | Мощная станция (>80Вт), массивные жала |
| Типичное применение | Ноутбуки, серверы, модули памяти | Промышленные контроллеры, Arduino, датчики | Блоки питания, клеммники, силовая электроника |
| Допуск на позиционирование | ±0.05 мм | ±0.15 мм | ±0.3 мм |
Распространенные ошибки и методы их предотвращения
Даже опытные специалисты допускают ошибки, которые проявляются не сразу, а в процессе эксплуатации изделия. Анализ возвратов и рекламаций показывает, что большинство проблем связано не с качеством самих разъемов, а с нарушением технологической дисциплины.
Ошибка №1: Игнорирование полярности и ключа. Многие разъемы, особенно серии IDC и некоторые типы штыревых линеек, имеют ключи (выступы в корпусе) для предотвращения неправильного подключения. При монтаже иногда эти ключи игнорируются или срезаются, если они мешают установке в нестандартный корпус. Это грубейшее нарушение. В лучшем случае устройство не включится, в худшем — произойдет подача напряжения на сигнальные линии, что приведет к выгоранию дорогостоящих микросхем. Всегда сверяйте маркировку первого контакта (обычно обозначен квадратной площадкой на плате или цифрой 1 на корпусе разъема) перед пайкой.
Ошибка №2: Перегрев изолятора. Пластиковые корпуса разъемов изготавливаются из различных полимеров (нейлон, PBT, LCP). Каждый материал имеет свой предел термостойкости. Длительное воздействие паяльника (более 5 секунд на контакт) может привести к локальному плавлению пластика вокруг вывода. Это нарушает фиксацию пина в корпусе: со временем контакт может “утонуть” внутрь разъема или выпасть, потеряв соединение с платой. Кроме того, деформированный пластик может заблокировать ответную часть разъема при последующей сборке. Соблюдайте временной интервал пайки и давайте узлу остывать между контактами.
Ошибка №3: Механическое напряжение на кабелях. Часто после пайки разъема типа “плата-провод” кабель оставляют висеть свободно или закрепляют неправильно. При вибрации или многократном подключении/отключении вся нагрузка передается на точку пайки. Со временем выводы ломаются у основания. Решение простое: используйте кабельные стяжки, клеевые фиксаторы или конструктивные элементы корпуса устройства для разгрузки кабеля. Точка крепления кабеля должна находиться ближе к разъему, чем радиус изгиба провода.
Контроль качества и тестирование готового узла
Завершение пайки не означает окончание работы. Для обеспечения надежности, соответствующей стандартам ISO 9001, каждый собранный узел должен пройти проверку. В условиях серийного производства ООО Дунгуань Хуалиан Электроникс применяет автоматизированные системы оптического контроля (AOI), но для мелкосерийного производства и прототипирования достаточно ручного контроля по чек-листу.
Первым этапом является визуальный осмотр под увеличением. Ищите следующие дефекты: недостаточное смачивание (припой лежит комком), избыток припоя (риск замыкания), вскипание флюса (пузыри в шве), повреждение маски платы. Второй этап — электрический тест. Используйте мультиметр в режиме прозвонки для проверки отсутствия коротких замыканий между соседними контактами и целостности цепи от вывода разъема до соответствующей дорожки платы. Сопротивление исправного контакта должно стремиться к нулю (менее 0.01 Ом).
Для критически важных применений рекомендуется проведение теста на усилие выдергивания (pull test) для кабельных сборок и теста на вибростойкость для готовых устройств. Эти испытания имитируют реальные условия эксплуатации и позволяют выявить скрытые дефекты пайки или фиксации. Если вы используете наши разъемы в условиях агрессивной среды (высокая влажность, химические пары), дополнительно обработайте собранный узел conformal coating (защитным лаком), убедившись, что он совместим с материалом изолятора разъема.
Выбор поставщика и гарантии качества продукции
Надежность конечного устройства напрямую зависит от качества комплектующих. Рынок насыщен предложениями, но не все разъемы одинаковы. Дешевые аналоги часто используют вторичное сырье для пластиковых корпусов, что снижает их термостойкость и механическую прочность, либо применяют покрытия контактов с недостаточной толщиной золота или олова, что ведет к быстрому окислению.
ООО Дунгуань Хуалиан Электроникс специализируется на разработке и производстве прецизионных электронных разъемов, уделяя особое внимание контролю качества на каждом этапе. Наша продукция, включая серию разъемов для интегральных схем с шагом 2.54 мм и серию контактных штырей с различными шагами, проходит полные испытания по материалам, электрическим и механическим характеристикам, а также по экологическим нормам. Мы оснащены современным производственным и контрольным оборудованием, что позволяет нам предоставлять клиентам по всему миру стабильные и надежные решения.
При выборе штыревого соединителя с шагом 2.54 мм или任何其他规格,обращайте внимание на наличие сертификатов соответствия (UL, EAC, RoHS). Требуйте от поставщика отчеты о тестах на усилие вставки-извлечения и температурное старение. Помните, что экономия на стоимости разъема может обернуться многократными потерями из-за гарантийных случаев и репутационных рисков. Наша компания стремится предоставить не просто деталь, а комплексное решение, включающее услуги по индивидуальной разработке под ваши специфические потребности в соединении интегральных схем и электронных устройств.
Часто задаваемые вопросы
Какова максимальная рабочая температура для разъемов с шагом 2.54 мм?
Большинство качественных разъемов, произведенных из материала PBT или LCP, рассчитаны на рабочий диапазон температур от -40°C до +105°C или +125°C. Однако температура пайки не должна превышать 260°C в течение более чем 10 секунд. Превышение этих значений может привести к необратимой деформации корпуса.
Можно ли паять разъемы с шагом 0.8 мм вручную?
Технически это возможно при наличии высокого уровня квалификации и специального инструмента (микроскоп, тончайшие жала), но для серийного производства это не рекомендуется из-за высокого процента брака. Для шага 0.8 мм предпочтительнее использовать автоматизированные линии пайки оплавлением.
В чем разница между лужеными и золотыми контактами?
Луженые контакты (покрытие оловом) дешевле и подходят для большинства общих применений, где количество циклов соединения-разъединения невелико. Золотое покрытие (обычно 0.76 мкм или 30 мкм) обеспечивает лучшую коррозионную стойкость и низкое контактное сопротивление, что критично для сигнальных линий и разъемов, которые будут часто коммутироваться.
Как предотвратить окисление контактов при хранении?
Разъемы должны храниться в оригинальной упаковке, защищающей от пыли и влаги. Избегайте хранения в помещениях с высокой влажностью или наличием агрессивных газов. Перед пайкой, если разъем хранился долго, рекомендуется провести визуальный осмотр и, при необходимости, легкую зачистку контактов специальными средствами, хотя современные покрытия обычно в этом не нуждаются.
Предлагаете ли вы индивидуальные решения по шагу и количеству контактов?
Да, помимо стандартных серий (0.8, 1.0, 1.27, 2.54, 5.08 мм), мы предлагаем услуги по индивидуальной разработке. Это позволяет создать разъем, идеально подходящий под вашу задачу по габаритам, количеству контактов и типу монтажа, обеспечивая оптимальное решение для соединения ваших электронных устройств.
Правильный выбор и монтаж соединителей — это инвестиция в долговечность вашего продукта. Используя качественные компоненты от проверенных производителей и соблюдая технологические нормы, вы минимизируете риски отказов. Если у вас возникли вопросы по подбору конкретного типа разъема или нужны образцы для тестирования, свяжитесь с нами сегодня для получения профессиональной консультации и коммерческого предложения. Мы готовы помочь вам реализовать самый сложный проект с гарантией надежности каждого соединения.